
Bulk SDIC for Pharmaceutical Plants: Purity Use
Introduction
In the pharmaceutical manufacturing sector, maintaining stringent hygiene and disinfection standards is not merely a regulatory requirement—it is a fundamental pillar of product safety and quality assurance. Sodium Dichloroisocyanurate (SDIC), with CAS Number 2893-78-9, has emerged as a critical disinfection agent for pharmaceutical plants requiring bulk-scale water treatment and surface sanitization solutions. This comprehensive technical guide explores the purity specifications, performance parameters, and industry compliance standards that make SDIC an indispensable choice for pharmaceutical facility operations.
Pharmaceutical manufacturers face unique challenges in balancing effective microbial control with regulatory compliance. SDIC offers a proven solution that meets the rigorous demands of Good Manufacturing Practice (GMP) environments while delivering consistent, reliable disinfection performance at industrial scale.
Understanding SDIC: Chemical Profile and Pharmaceutical Applications
Molecular Structure and Properties
Sodium Dichloroisocyanurate (SDIC) is a chlorinated isocyanurate compound with the following fundamental characteristics:
| Property | Specification |
|---|---|
| Chemical Name | Sodium Dichloroisocyanurate |
| CAS Number | 2893-78-9 |
| Molecular Formula | C₃Cl₂N₃NaO₃ |
| Molecular Weight | 219.95 g/mol |
| EINECS Number | 220-767-7 |
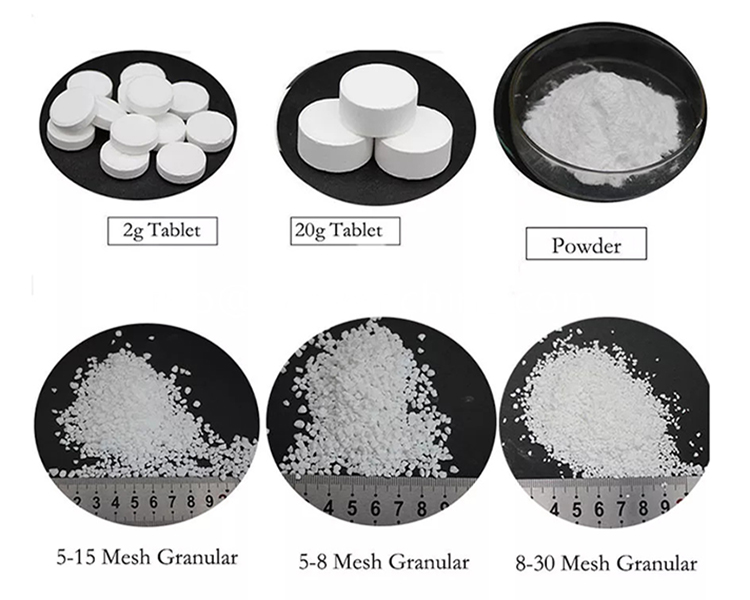
| Appearance | White crystalline powder, granules, or tablets |
| Melting Point | 240-250°C |
| Solubility | Highly soluble in water, limited solubility in organic solvents |
| Active Chlorine Content | 56%-60% (industrial grade), up to 99% (pharmaceutical grade) |
| pH Value (1% solution) | 5.5-7.0 |
| Density | 0.58-0.65 g/cm³ (bulk density) |
Mechanism of Action in Pharmaceutical Environments
SDIC functions as a powerful oxidizing disinfectant through controlled release of available chlorine. Upon dissolution in water, SDIC hydrolyzes to form hypochlorous acid (HOCl), the primary active disinfecting species. This mechanism provides several advantages for pharmaceutical applications:
- Broad-Spectrum Efficacy: Effective against bacteria, viruses, fungi, and spores
- Sustained Release: Gradual chlorine release ensures prolonged disinfection activity
- Low Residue Formation: Minimal disinfection byproducts compared to alternative chlorinating agents
- Stability: Superior storage stability compared to liquid chlorine solutions
Purity Standards and Grade Classifications for Pharmaceutical Use
Pharmaceutical Grade Specifications
Pharmaceutical manufacturing facilities require SDIC products that meet elevated purity standards beyond industrial-grade specifications. The following grade classifications are essential for procurement decisions:
Grade A: Ultra-High Purity (99%+)
- Application: Critical process water treatment, cleanroom sanitization
- Heavy Metals: <10 ppm total
- Arsenic: <0.5 ppm
- Lead: <1.0 ppm
- Microbial Limits: Compliant with USP <61> requirements
- Packaging: Double-lined HDPE drums with nitrogen purge
Grade B: High Purity (60% Active Chlorine)
- Application: General facility disinfection, wastewater treatment
- Heavy Metals: <50 ppm total
- Assay: 58%-62% available chlorine
- Moisture Content: <3.0%
- Packaging: 25kg fiber drums with inner polyethylene liner
Grade C: Industrial Grade (56% Active Chlorine)
- Application: Non-critical area cleaning, external facility maintenance
- Assay: 54%-58% available chlorine
- Cost-Effective: Suitable for large-volume applications
Compliance with International Standards
SDIC products for pharmaceutical plants must align with multiple regulatory frameworks:
| Standard | Reference | Application |
|---|---|---|
| USP | United States Pharmacopeia | Pharmaceutical water systems |
| EP | European Pharmacopoeia | EU pharmaceutical manufacturing |
| ISO 9001 | Quality Management | Manufacturing process control |
| ISO 14001 | Environmental Management | Waste discharge compliance |
| DIN EN 15073:2020 | European Standard | Chemical treatment specifications |
| FDA 21 CFR Part 211 | Current GMP | Pharmaceutical production |
| WHO Guidelines | Water Quality | Drinking water disinfection |
Technical Performance Data and Operational Parameters
Disinfection Efficacy Metrics
Laboratory and field studies demonstrate SDIC’s performance across key microbial challenges relevant to pharmaceutical environments:
| Microorganism | Contact Time | Concentration | Log Reduction |
|---|---|---|---|
| Escherichia coli | 5 minutes | 5 ppm | >6 log |
| Staphylococcus aureus | 5 minutes | 5 ppm | >6 log |
| Pseudomonas aeruginosa | 10 minutes | 10 ppm | >5 log |
| Candida albicans | 15 minutes | 15 ppm | >4 log |
| Bacillus subtilis spores | 30 minutes | 50 ppm | >4 log |
| Hepatitis B virus (surrogate) | 10 minutes | 20 ppm | >5 log |
Stability and Shelf Life Performance
| Storage Condition | Shelf Life | Active Chlorine Retention |
|---|---|---|
| 25°C, dry, sealed | 24 months | >95% |
| 35°C, dry, sealed | 18 months | >90% |
| 45°C, dry, sealed | 12 months | >85% |
| Humidity <60% RH | Optimal | Minimal degradation |
| Humidity >80% RH | Reduced | Accelerated decomposition |
Water Treatment Dosage Guidelines
For pharmaceutical plant water systems, recommended SDIC dosing parameters include:
- Purified Water Systems: 0.5-2.0 ppm residual chlorine
- WFI (Water for Injection) Pre-treatment: 1.0-3.0 ppm with subsequent dechlorination
- Cooling Tower Water: 5-10 ppm intermittent dosing
- Wastewater Discharge: 10-20 ppm with neutralization before release
- Surface Disinfection: 200-500 ppm working solution
Quality Assurance and Testing Protocols
Certificate of Analysis Requirements
Bulk SDIC suppliers serving pharmaceutical clients must provide comprehensive documentation including:
- Batch-Specific COA: Each production lot requires individual certification
- Heavy Metal Analysis: ICP-MS or AAS verification
- Microbial Testing: Total plate count, yeast, and mold screening
- Assay Verification: Titrimetric determination of available chlorine
- Physical Properties: Particle size distribution, bulk density, moisture content
- Impurity Profile: Cyanuric acid, sodium chloride, and sodium carbonate levels
Recommended Testing Methods
| Parameter | Test Method | Standard Reference |
|---|---|---|
| Available Chlorine | Iodometric titration | ASTM D2022 |
| pH Value | Potentiometric | USP <791> |
| Moisture Content | Karl Fischer titration | USP <921> |
| Heavy Metals | ICP-MS | USP <233> |
| Particle Size | Laser diffraction | ISO 13320 |
| Bulk Density | Gravimetric | ASTM D1895 |
| Microbial Limits | Plate count method | USP <61> |
Safety, Handling, and Storage Considerations
Hazard Classification
SDIC is classified as an oxidizing solid with the following safety parameters:
- GHS Classification: Oxidizing Solid Category 2, Acute Toxicity Category 4
- UN Number: UN 2468
- Hazard Statements: H272 (May intensify fire), H302 (Harmful if swallowed)
- Precautionary Statements: P220, P280, P305+P351+P338, P501
Storage Requirements for Pharmaceutical Facilities
- Temperature Control: Store between 15-30°C in climate-controlled warehouses
- Humidity Management: Maintain relative humidity below 60%
- Segregation: Separate from reducing agents, acids, and organic materials
- Container Integrity: Use original sealed packaging until point of use
- First-In-First-Out: Implement FIFO inventory management
- Shelf Life Monitoring: Track batch expiration dates systematically
Personal Protective Equipment (PPE)
- Chemical-resistant gloves (nitrile or neoprene)
- Safety goggles or face shield
- Dust mask or respirator (N95 minimum)
- Protective clothing (lab coat or coveralls)
- Closed-toe shoes with chemical resistance
Procurement Considerations for Bulk SDIC
Minimum Order Quantities and Packaging Options
| Package Size | Typical MOQ | Application Scale |
|---|---|---|
| 25 kg drums | 500 kg | Pilot facilities, R&D labs |
| 50 kg drums | 1,000 kg | Small-medium production |
| 200 kg drums | 5,000 kg | Large-scale manufacturing |
| 1,000 kg IBC | 10,000 kg | Multi-plant operations |
| Bulk tanker | 20,000 kg+ | Enterprise-level procurement |
Supplier Qualification Criteria
Pharmaceutical manufacturers should evaluate SDIC suppliers against the following benchmarks:
- GMP Certification: Facility audit compliance
- ISO Certifications: 9001, 14001, 45001
- Regulatory Filings: FDA registration, REACH compliance
- Quality Systems: Documented SOPs, change control procedures
- Supply Chain Transparency: Raw material sourcing verification
- Technical Support: On-site consultation availability
- Emergency Response: 24/7 customer service capability
Lead Time and Logistics
- Standard Delivery: 7-14 days for domestic shipments
- International Shipping: 21-35 days depending on destination
- Custom Packaging: 10-15 days additional lead time
- Cold Chain: Not required, but temperature monitoring recommended
- Documentation: COA, SDS, and regulatory certificates included
Cost-Benefit Analysis for Pharmaceutical Operations
Total Cost of Ownership Considerations
When evaluating SDIC for pharmaceutical plant applications, consider the following economic factors:
- Active Ingredient Efficiency: Higher available chlorine content reduces dosage requirements
- Storage Stability: Extended shelf life minimizes waste and replacement costs
- Handling Safety: Reduced PPE and training requirements compared to gaseous chlorine
- Regulatory Compliance: Lower risk of audit findings and corrective actions
- Environmental Impact: Reduced hazardous waste disposal costs
Comparative Analysis with Alternative Disinfectants
| Disinfectant | Initial Cost | Operational Cost | Regulatory Burden | Efficacy |
|---|---|---|---|---|
| SDIC | Medium | Low | Low | High |
| Sodium Hypochlorite | Low | Medium | Medium | Medium |
| Chlorine Gas | Low | High | High | High |
| Peracetic Acid | High | High | Medium | High |
| Ozone | Very High | Very High | Low | Very High |
Frequently Asked Questions (FAQ)
Q1: What is the recommended SDIC concentration for pharmaceutical water systems?
A: For purified water systems, maintain 0.5-2.0 ppm residual chlorine. For Water for Injection (WFI) pre-treatment, use 1.0-3.0 ppm followed by dechlorination through activated carbon or sodium bisulfite treatment.
Q2: How long does bulk SDIC remain stable under proper storage conditions?
A: When stored at 25°C in sealed, moisture-proof containers, SDIC maintains >95% active chlorine content for 24 months. Elevated temperatures and humidity accelerate decomposition.
Q3: Can SDIC be used in cleanroom environments?
A: Yes, pharmaceutical-grade SDIC (99%+ purity) is suitable for cleanroom surface disinfection when prepared as aqueous solutions. Ensure proper ventilation and residue removal protocols are followed.
Q4: What documentation is required for pharmaceutical regulatory audits?
A: Suppliers must provide batch-specific Certificates of Analysis, Safety Data Sheets, heavy metal testing results, microbial limits verification, and evidence of GMP-compliant manufacturing practices.
Q5: How does SDIC compare to sodium hypochlorite for pharmaceutical applications?
A: SDIC offers superior stability, longer shelf life, more consistent chlorine release, and lower corrosion potential compared to liquid sodium hypochlorite. However, initial procurement costs may be higher.
Q6: What are the environmental discharge requirements for SDIC-containing wastewater?
A: Before discharge, SDIC-treated wastewater must be neutralized to eliminate residual chlorine. Typical requirements include <0.5 ppm residual chlorine and compliance with local environmental protection regulations.
Q7: Is SDIC compatible with stainless steel pharmaceutical equipment?
A: Yes, at recommended concentrations (below 50 ppm), SDIC shows minimal corrosion impact on 316L stainless steel. Higher concentrations or prolonged exposure may require corrosion monitoring.
Q8: Can SDIC be used for virus inactivation in pharmaceutical processes?
A: SDIC demonstrates effective virucidal activity against enveloped and non-enveloped viruses at appropriate concentrations. Validation studies should be conducted for specific viral challenges relevant to your products.
Q9: What particle size specifications are available for bulk SDIC?
A: Common specifications include 8-30 mesh and 16-36 mesh granules. Custom particle size distributions can be arranged for specific dissolution rate requirements.
Q10: How do I verify SDIC quality upon receipt?
A: Implement incoming quality control procedures including visual inspection, package integrity verification, COA reconciliation, and periodic laboratory testing for available chlorine content and impurity levels.
Conclusion
Bulk SDIC represents a strategic disinfection solution for pharmaceutical plants seeking to balance regulatory compliance, operational efficiency, and cost-effectiveness. With proper grade selection, quality verification, and handling protocols, SDIC delivers reliable microbial control across diverse pharmaceutical manufacturing applications.
Pharmaceutical procurement teams should prioritize suppliers who demonstrate comprehensive quality systems, regulatory compliance, and technical support capabilities. By establishing robust supplier qualification processes and maintaining thorough documentation, pharmaceutical manufacturers can leverage SDIC’s benefits while minimizing operational risks.
For detailed specifications, custom packaging options, or technical consultation regarding SDIC implementation in your pharmaceutical facility, professional supplier engagement is recommended to ensure optimal product selection and application protocols.
Ready to optimize your pharmaceutical plant’s disinfection strategy? Explore comprehensive SDIC solutions tailored to your specific purity requirements and operational scale.
