
High Chlorine SDIC for Efficient Pharmaceutical Use
Introduction
In the pharmaceutical industry, maintaining stringent hygiene and sterilization standards is not merely a regulatory requirement—it is a fundamental commitment to patient safety and product integrity. Sodium Dichloroisocyanurate (SDIC), particularly in its high-chlorine formulation, has emerged as a critical disinfection solution that balances efficacy, stability, and cost-effectiveness for pharmaceutical manufacturing environments.
This technical article provides an in-depth examination of High Chlorine SDIC, exploring its chemical properties, performance metrics, compliance with international standards, and practical applications within pharmaceutical facilities. For procurement professionals and quality managers seeking reliable disinfection solutions, understanding the technical specifications and operational advantages of SDIC is essential for making informed purchasing decisions.
1. Understanding Sodium Dichloroisocyanurate (SDIC)
1.1 Chemical Composition and Structure
Sodium Dichloroisocyanurate, commonly abbreviated as SDIC or NaDCC, is an organic chlorinating agent with the chemical formula C₃Cl₂N₃NaO₃. The compound belongs to the isocyanurate family and functions as a stable source of available chlorine.
Key Chemical Identifiers:
- CAS Number: 2893-78-9
- Molecular Weight: 219.95 g/mol
- Chemical Name: Sodium 1,3-dichloro-1,3,5-triazine-2,4,6-trione
- Alternative Names: NaDCC, Dichloroisocyanuric Acid Sodium Salt
1.2 Available Chlorine Content
The defining characteristic of High Chlorine SDIC is its exceptional available chlorine content, which directly correlates with disinfection potency.
| Grade Type | Available Chlorine Content | Typical Application |
|---|---|---|
| Standard Grade | 55-57% | General water treatment |
| High Chlorine Grade | 58-60% | Pharmaceutical disinfection |
| Premium Grade | 60-62% | Critical sterilization processes |
High Chlorine SDIC (60% available chlorine) represents the optimal choice for pharmaceutical applications where maximum biocidal efficacy is required with minimal dosage.
2. Technical Specifications and Performance Data
2.1 Physical Properties
Understanding the physical characteristics of SDIC is crucial for proper handling, storage, and application within pharmaceutical facilities.
| Property | Specification |
|---|---|
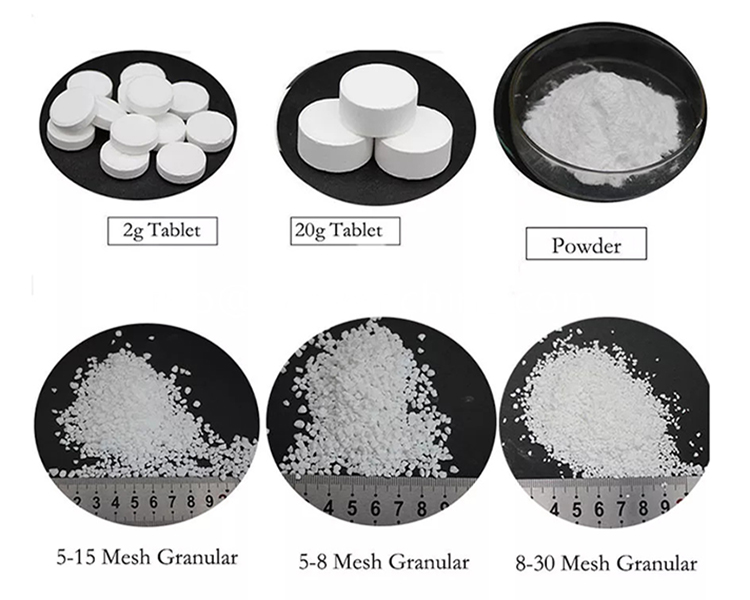
| Appearance | White crystalline powder or granules |
| Odor | Characteristic chlorine odor |
| Melting Point | 240-250°C (with decomposition) |
| Solubility in Water | 25g/100ml at 25°C |
| Solubility in Organic Solvents | Insoluble |
| Bulk Density | 0.65-0.75 g/cm³ |
| Particle Size Options | 8-30 mesh, 16-36 mesh, or customized |
| pH (1% Solution) | 5.5-7.0 |
2.2 Stability and Shelf Life
One of the primary advantages of SDIC over alternative chlorine sources is its superior stability under proper storage conditions.
Stability Characteristics:
- Annual Chlorine Loss: Less than 2% when stored at temperatures below 30°C
- Humidity Resistance: Maintains integrity at relative humidity up to 70%
- Shelf Life: 24 months from date of manufacture in original sealed packaging
- Thermal Stability: Stable up to 150°C without significant decomposition
2.3 Disinfection Efficacy Data
Clinical and laboratory studies have demonstrated the broad-spectrum antimicrobial activity of High Chlorine SDIC solutions.
| Microorganism | Concentration (mg/L available chlorine) | Contact Time | Reduction Rate |
|---|---|---|---|
| Escherichia coli | 50 | 1 minute | 99.99% (4-log) |
| Staphylococcus aureus | 75 | 2 minutes | 99.99% (4-log) |
| Pseudomonas aeruginosa | 100 | 3 minutes | 99.99% (4-log) |
| Candida albicans | 150 | 5 minutes | 99.9% (3-log) |
| Legionella pneumophila | 250 | 1 minute | 99.99% (4-log) |
| Bacterial Spores | 500 | 10 minutes | 99.9% (3-log) |
Data compiled from standardized testing protocols aligned with EN 1276 and EN 1650 methodologies.
3. Regulatory Compliance and Industry Standards
3.1 International Quality Standards
Pharmaceutical-grade SDIC must comply with multiple international standards to ensure safety, efficacy, and traceability.
Applicable Standards:
- BS EN 12932:2015 – Chemicals used for treatment of water intended for human consumption. This European standard specifies requirements for sodium dichloroisocyanurate dihydrate used in potable water treatment applications.
- EN 15073:2013 – Chemicals used for treatment of swimming pool water. While primarily focused on pool applications, this standard establishes testing methodologies relevant to disinfection efficacy.
- ISO 9001:2015 – Quality Management Systems. Manufacturing facilities producing pharmaceutical-grade SDIC should maintain ISO 9001 certification to ensure consistent quality control.
- GMP Compliance – Good Manufacturing Practice guidelines applicable to facilities producing disinfectants for pharmaceutical use.
3.2 Safety and Handling Regulations
Classification:
- UN Number: 3087 (for certain formulations)
- Hazard Class: 5.1 (Oxidizing Substance)
- Packing Group: III
Safety Considerations:
- Store in cool, dry, well-ventilated areas away from combustible materials
- Avoid contact with acids, ammonia, and nitrogen-containing compounds
- Use appropriate personal protective equipment (PPE) during handling
- Maintain Material Safety Data Sheet (MSDS/SDS) accessibility
4. Applications in Pharmaceutical Manufacturing
4.1 Facility Disinfection
High Chlorine SDIC solutions are extensively used for surface disinfection in pharmaceutical manufacturing environments, including:
- Clean room surface sanitization
- Equipment exterior decontamination
- Floor and wall treatment in production areas
- HVAC system component disinfection
Recommended Dilution Ratios:
- Routine Disinfection: 200-500 mg/L available chlorine
- Terminal Cleaning: 500-1000 mg/L available chlorine
- Outbreak Response: 1000-2000 mg/L available chlorine
4.2 Water System Treatment
Pharmaceutical water systems require consistent microbial control to meet pharmacopeia standards.
Application Areas:
- Purified Water (PW) system maintenance
- Water for Injection (WFI) pre-treatment
- Cooling tower biocide treatment
- Effluent disinfection before discharge
4.3 Equipment and Container Sanitization
SDIC solutions provide effective sanitization for:
- Stainless steel processing equipment
- Storage tanks and vessels
- Transfer lines and piping
- Packaging containers and closures
5. Advantages Over Alternative Disinfectants
5.1 Comparison with Sodium Hypochlorite
| Parameter | High Chlorine SDIC | Sodium Hypochlorite |
|---|---|---|
| Available Chlorine Stability | 24 months | 3-6 months |
| Chlorine Content | 58-60% | 10-15% |
| pH Range | 5.5-7.0 (solution) | 11-13 (solution) |
| Corrosivity | Low | High |
| Storage Requirements | Ambient temperature | Cool, dark conditions |
| Transportation | Non-hazardous (solid) | Hazardous (liquid) |
5.2 Comparison with Chlorine Dioxide
| Parameter | High Chlorine SDIC | Chlorine Dioxide |
|---|---|---|
| Generation | Direct dissolution | On-site generation required |
| Operational Complexity | Low | High |
| Cost Efficiency | High | Moderate |
| Residual Effect | Extended | Limited |
| Safety Profile | Well-established | Requires specialized handling |
5.3 Economic Benefits
Cost Analysis per 1000L of Disinfection Solution:
- SDIC (60% chlorine): Approximately $8-12 USD
- Sodium Hypochlorite (12% chlorine): Approximately $15-20 USD
- Chlorine Dioxide (generated): Approximately $25-35 USD
Note: Costs vary by region and supplier. SDIC offers superior cost-effectiveness when factoring in stability, dosage efficiency, and reduced waste.
6. Quality Assurance and Testing Protocols
6.1 Incoming Material Verification
Pharmaceutical facilities should implement comprehensive testing protocols for incoming SDIC shipments:
- Visual Inspection: Verify packaging integrity and product appearance
- Available Chlorine Assay: Confirm chlorine content meets specifications (±2% tolerance)
- pH Verification: Test 1% solution pH within acceptable range
- Moisture Content: Ensure moisture levels do not exceed 5%
- Heavy Metals Screening: Verify compliance with pharmaceutical limits
6.2 In-Process Monitoring
During application, maintain documentation of:
- Solution preparation records
- Concentration verification logs
- Contact time documentation
- Temperature and pH conditions
- Personnel training certifications
6.3 Certificate of Analysis (CoA) Requirements
Supplier CoA should include:
- Batch number and manufacturing date
- Available chlorine percentage
- Moisture content
- pH value
- Heavy metals analysis
- Microbiological testing results
- Compliance statement with applicable standards
7. Storage and Handling Best Practices
7.1 Storage Conditions
Optimal Storage Environment:
- Temperature: 15-25°C (avoid exceeding 30°C)
- Relative Humidity: Below 70%
- Ventilation: Adequate air circulation
- Lighting: Protected from direct sunlight
- Separation: Isolated from acids, ammonia, and combustible materials
7.2 Packaging Specifications
Standard Packaging Options:
- 25 kg fiber drums with polyethylene liner
- 50 kg fiber drums with polyethylene liner
- 1000 kg bulk bags (FIBC) for large-scale operations
- Customized packaging available upon request
7.3 Handling Procedures
- Wear appropriate PPE (gloves, goggles, protective clothing)
- Use dedicated measuring equipment to prevent cross-contamination
- Prepare solutions in well-ventilated areas
- Avoid mixing with other chemicals unless specifically validated
- Implement spill containment procedures
8. Environmental Considerations
8.1 Biodegradability
SDIC decomposes into environmentally benign compounds:
- Sodium chloride (common salt)
- Cyanuric acid (low toxicity, biodegradable)
- Carbon dioxide
- Water
8.2 Effluent Discharge Compliance
Treated effluent containing SDIC residuals must comply with local environmental regulations:
- Residual Chlorine Limits: Typically 0.5-1.0 mg/L before discharge
- pH Requirements: 6.0-9.0 for most jurisdictions
- Dechlorination: Sodium thiosulfate can be used for neutralization if required
8.3 Sustainability Advantages
- Reduced transportation emissions (high chlorine concentration = less volume)
- Extended shelf life reduces waste from expired products
- Lower dosage requirements minimize chemical consumption
- Packaging materials are recyclable
9. Supplier Selection Criteria
When evaluating SDIC suppliers for pharmaceutical applications, consider the following factors:
9.1 Manufacturing Capabilities
- ISO 9001 certified production facilities
- GMP-compliant manufacturing processes
- Consistent production capacity to meet demand
- Quality control laboratory capabilities
9.2 Documentation and Traceability
- Complete batch traceability systems
- Comprehensive Certificate of Analysis for each shipment
- Regulatory compliance documentation
- Technical support availability
9.3 Logistics and Delivery
- Reliable supply chain management
- Appropriate packaging for international shipping
- Flexible delivery schedules
- Emergency supply capabilities
9.4 Technical Support
- Application expertise and consultation
- Troubleshooting assistance
- Training programs for end users
- Regular product updates and notifications
Frequently Asked Questions (FAQ)
Q1: What is the recommended concentration of SDIC for pharmaceutical surface disinfection?
A: For routine pharmaceutical surface disinfection, a concentration of 200-500 mg/L available chlorine is typically recommended. For terminal cleaning or high-risk areas, concentrations of 500-1000 mg/L may be appropriate. Always validate concentrations based on specific application requirements and regulatory guidelines.
Q2: How long can SDIC solutions be stored after preparation?
A: Prepared SDIC solutions should be used within 24-48 hours for optimal efficacy. Chlorine degradation accelerates in solution form, particularly when exposed to light, heat, or organic matter. For best results, prepare fresh solutions daily or as needed.
Q3: Is High Chlorine SDIC compatible with all pharmaceutical equipment materials?
A: SDIC is generally compatible with stainless steel, glass, and most plastics used in pharmaceutical manufacturing. However, prolonged exposure to high concentrations may cause corrosion on certain metals. Conduct material compatibility testing before widespread implementation, particularly for aluminum, copper, and carbon steel components.
Q4: What certifications should I request from SDIC suppliers?
A: Request the following documentation from suppliers:
- ISO 9001 Quality Management System certification
- Certificate of Analysis for each batch
- Material Safety Data Sheet (MSDS/SDS)
- Regulatory compliance statements (BS EN 12932, etc.)
- GMP compliance documentation (if applicable)
Q5: Can SDIC be used in clean room environments?
A: Yes, High Chlorine SDIC is suitable for clean room disinfection when properly formulated and applied. Ensure solutions are filtered (0.22 μm) before use in ISO Class 5-7 environments, and validate that residual levels do not interfere with product quality or analytical testing.
Q6: What is the shelf life of High Chlorine SDIC?
A: When stored under recommended conditions (cool, dry, sealed packaging), High Chlorine SDIC maintains its specified chlorine content for 24 months from the date of manufacture. Annual chlorine loss should not exceed 2% under proper storage conditions.
Q7: How does SDIC compare to other chlorine-based disinfectants in terms of safety?
A: SDIC offers several safety advantages over liquid chlorine products:
- Solid form reduces spill risks
- Lower corrosivity compared to sodium hypochlorite
- More stable during transportation and storage
- Reduced generation of hazardous chlorine gas However, appropriate PPE and handling procedures remain essential for all chlorine-based products.
Q8: What is the minimum order quantity for pharmaceutical-grade SDIC?
A: Minimum order quantities vary by supplier. Typical MOQs range from 500 kg to 1000 kg for standard grades. Pharmaceutical-grade specifications may have higher MOQs due to specialized testing and documentation requirements. Contact suppliers directly for specific pricing and quantity options.
Q9: Can SDIC be used for water system sanitization in pharmaceutical facilities?
A: Yes, SDIC is effective for pharmaceutical water system sanitization, including Purified Water (PW) and Water for Injection (WFI) pre-treatment systems. However, thorough rinsing and validation are required to ensure no residual chlorine affects product quality. Consult pharmacopeia guidelines and regulatory requirements before implementation.
Q10: What testing methods are used to verify available chlorine content?
A: Common analytical methods for available chlorine determination include:
- Iodometric titration (standard method)
- DPD (N,N-diethyl-p-phenylenediamine) colorimetric method
- Amperometric titration
- Spectrophotometric analysis Suppliers should provide CoA with test results using recognized standard methods.
Conclusion
High Chlorine SDIC represents a proven, cost-effective, and reliable disinfection solution for pharmaceutical manufacturing environments. With its superior stability, broad-spectrum antimicrobial efficacy, and compliance with international standards, SDIC continues to be the preferred choice for quality-conscious pharmaceutical producers worldwide.
For organizations seeking to optimize their disinfection protocols while maintaining regulatory compliance, High Chlorine SDIC offers a compelling value proposition. Partner with reputable suppliers who can provide comprehensive technical support, consistent quality, and complete documentation to ensure successful implementation.
Ready to discuss your pharmaceutical disinfection requirements?
Contact us today for detailed product specifications, pricing information, and technical consultation tailored to your facility’s specific needs.
