
Bulk SDIC for Chemical Plants: Treatment Strength
Introduction
In today’s industrial landscape, chemical plants face unprecedented challenges in maintaining water quality and ensuring effective disinfection processes. Sodium Dichloroisocyanurate (SDIC) has emerged as a powerful solution for bulk water treatment applications. This comprehensive guide explores why bulk SDIC procurement is becoming the preferred choice for chemical plant operators seeking reliable, cost-effective treatment strength.
Understanding SDIC Treatment Power
What Makes SDIC Different?
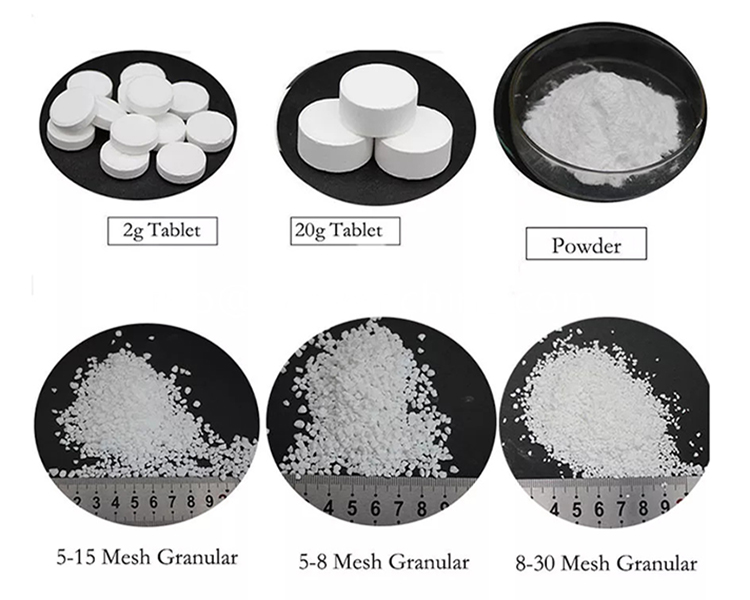
Sodium Dichloroisocyanurate is a high-efficiency disinfectant that releases free available chlorine when dissolved in water. Unlike traditional chlorine compounds, bulk SDIC offers superior stability and longer-lasting disinfection properties. Chemical plants benefit from its consistent chlorine release rate, ensuring predictable treatment outcomes across various applications.
Key Advantages for Industrial Applications
Stable Chlorine Content: Premium bulk SDIC maintains 56-60% available chlorine, providing reliable treatment strength batch after batch.
Extended Shelf Life: Properly stored bulk SDIC retains potency for up to 24 months, reducing waste and inventory turnover costs.
Versatile Application Range: From cooling tower water treatment to process water disinfection, SDIC adapts to multiple chemical plant requirements.
Addressing Common Chemical Plant Challenges
Inconsistent Disinfection Results
Many facilities struggle with fluctuating disinfection effectiveness. Bulk SDIC from reputable suppliers ensures consistent quality control, eliminating performance variations that compromise treatment protocols.
Cost Management Pressures
Purchasing SDIC in bulk quantities significantly reduces per-unit costs. Chemical plants can achieve 20-30% savings compared to smaller package purchases, directly impacting operational budgets.
Supply Chain Reliability
Working with established bulk SDIC suppliers guarantees steady inventory availability. This prevents production interruptions caused by disinfectant shortages during peak operational periods.
Optimizing Treatment Strength for Maximum Efficiency
Proper Dosage Calculation
Determining the correct SDIC concentration requires understanding your specific water quality parameters. Factors including pH levels, organic load, and temperature influence optimal dosage rates. Professional suppliers provide technical support to establish precise treatment protocols.
Storage and Handling Best Practices
Maintaining SDIC effectiveness requires proper storage conditions:
- Keep containers sealed in cool, dry environments
- Avoid exposure to direct sunlight and moisture
- Implement first-in-first-out inventory rotation
- Train staff on safe handling procedures
Quality Verification Protocols
Request certificates of analysis with each bulk shipment. Verify chlorine content, moisture levels, and particle size specifications match your treatment requirements before integration into your chemical management system.
Making the Right Supplier Selection
Evaluation Criteria
Choose bulk SDIC suppliers based on:
- Manufacturing certifications and quality standards
- Production capacity and delivery reliability
- Technical support availability
- Competitive pricing structures
- Track record with similar chemical plant operations
Long-term Partnership Benefits
Establishing relationships with trusted suppliers provides access to volume discounts, priority shipping, and customized formulation options. These partnerships become valuable assets for maintaining consistent treatment strength across your facilities.
Conclusion
Bulk SDIC represents a strategic investment for chemical plants prioritizing effective water treatment and disinfection. The combination of reliable treatment strength, cost efficiency, and supply stability makes it an essential component of modern industrial water management. By partnering with qualified suppliers and implementing proper handling protocols, facilities can maximize their disinfection performance while controlling operational expenses.
Ready to optimize your chemical plant’s treatment protocols? Explore bulk SDIC solutions tailored to your specific requirements and discover how consistent treatment strength can transform your water management operations.
Frequently Asked Questions
Q: What is the typical chlorine content in bulk SDIC for industrial use?
A: Industrial-grade bulk SDIC typically contains 56-60% available chlorine, providing strong and consistent disinfection power for chemical plant applications.
Q: How long does bulk SDIC remain effective in storage?
A: When stored properly in sealed containers away from moisture and heat, bulk SDIC maintains effectiveness for 18-24 months from the manufacturing date.
Q: Can SDIC be used in cooling tower water treatment systems?
A: Yes, bulk SDIC is highly effective for cooling tower applications, controlling bacteria, algae, and biofilm formation while maintaining system efficiency.
Q: What safety precautions are necessary when handling bulk SDIC?
A: Always use appropriate PPE including gloves and eye protection. Store away from incompatible materials and ensure adequate ventilation in storage areas.
Q: How do I determine the correct dosage for my chemical plant?
A: Dosage depends on water quality, system volume, and treatment objectives. Consult with your supplier’s technical team for customized dosage recommendations based on your specific parameters.
Author: Dr. Marcus Richardson
For more information about bulk SDIC solutions and customized treatment protocols, visit our contact page to connect with our technical team.
